 The first modern mobile cranes appeared in the 1830’s and were able to lift their own weight. Through design innovation and advancement in high strength steel, cranes today are able to lift 10 times their own weight. New innovations are the result of advanced manufacturing technology. Submerged Arc Welding (SAW) has been the standard process used in the welded crane boom industry for decades. Although submerged arc welding is a proven and time tested method for fabricating booms, it leaves room for improvement.
The first modern mobile cranes appeared in the 1830’s and were able to lift their own weight. Through design innovation and advancement in high strength steel, cranes today are able to lift 10 times their own weight. New innovations are the result of advanced manufacturing technology. Submerged Arc Welding (SAW) has been the standard process used in the welded crane boom industry for decades. Although submerged arc welding is a proven and time tested method for fabricating booms, it leaves room for improvement.
When designing and fabricating booms, the goal is to achieve maximum strength and minimize weight at the same time. While the traditional Submerged Arc Welding process provides the strength needed for crane booms, the modern technology of Hybrid Laser Arc Welding (HLAW) improves overall strength with substantial design benefits. Hybrid laser technology allows for significant time savings and improves the final product by decreasing the size of the weld and heat affected zone (HAZ).
Save Weight, Save Time, Save Money
HLAW provides weight reduction in the final product by using a fraction of the weld wire and eliminating the need for flux altogether. In addition to the weight savings, hybrid laser technology provides significant time savings during production for multiple reasons. Traditional Submerged Arc process typically requires booms to be welded together on both the inside and outside of the boom or with the addition of a backing bar, whereas the use of hybrid laser allows 100% penetration welding from a single side removing the need for a backing bar altogether.
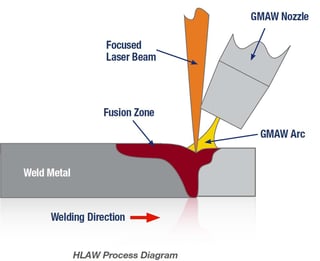 Traditional welding processes require the base metal to be beveled prior to welding. Progressing to hybrid laser technology incorporates a simple butt joint. This allows booms to be welded with far fewer passes, further reducing production hours and greatly reducing deformation in contrast to the high heat input of traditional welding. The welding speeds of a hybrid laser system are 300% to 400% faster than the traditional Submerged Arc Welding process. Due to near zero distortion, HLAW greatly reduces the need for rework after welding. Hybrid Laser arc welding combines the best attributes of both Submerged Arc Welding and Gas Metal Arc Welding (GMAW or MIG)
Traditional welding processes require the base metal to be beveled prior to welding. Progressing to hybrid laser technology incorporates a simple butt joint. This allows booms to be welded with far fewer passes, further reducing production hours and greatly reducing deformation in contrast to the high heat input of traditional welding. The welding speeds of a hybrid laser system are 300% to 400% faster than the traditional Submerged Arc Welding process. Due to near zero distortion, HLAW greatly reduces the need for rework after welding. Hybrid Laser arc welding combines the best attributes of both Submerged Arc Welding and Gas Metal Arc Welding (GMAW or MIG)
Improved Design

In addition to these weight and time saving benefits of hybrid laser technology, the hybrid laser process has a much smaller heat affected zone (HAZ) compared to Submerged Arc Welding because of the faster weld speed. This heat affected zone alters the properties and microstructure of the base metal so minimizing it is desired.
AT&F is one of the first companies in the world to invest in large scale hybrid laser welding capability at 6m x 18m. The firm is a valuable partner to some of the leaders in the crane industry and we are pleased to offer our hybrid welding services as a part of our world class fabricating capabilities. Call us or complete the contact form to send a message to our weld engineering team to learn more about how hybrid welding can transform your product offering to your market.

 From the Floor: Depressed Transition Pieces
From the Floor: Depressed Transition Pieces